-

- 雜志類目(編輯計劃)/li>
- 雜志類目(投稿服務)/li>
- 全站底部/li>
- 移動應用描述/li>
- 雜志類目(編輯簡介)/li>
- 雜志類目(編輯計劃)/li>
- 視頻/li>
- 管窺擠出精品/li>
- 默認分類/li>
- 求購
- 供應
- 視頻
- 宣傳矩陣
-







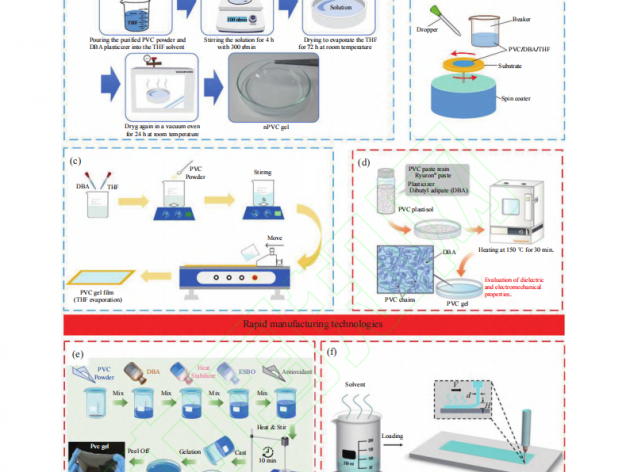
熱成型的基本工序是:片材的夾持→加熱→成型→冷卻→脫模。其中以成型最為重要和復雜。熱成型大多數要在成型機上進行,隨熱成型方法不同而有較大差別。各種成型機并非都要完成上述五個工序,可按照實際生產需要有所取舍。通常以夾緊裝置的最大尺寸和最大成型深度作為熱成型機的主要參數。
①材料的夾持。材料的夾持是熱成型時,當使用裁為一定尺寸的塑料板(片)材時,為了防止熱收縮和自重下垂,夾持板(片)材四周以保持脫模形狀的措施。
②加熱。加熱系統將板(片)材定時、定溫地加熱到成型所需溫度,使材料成為高彈性狀態,保證下一成型工序的順利進行。
③成型。通過模具和各相關裝置將受熱軟化的板(片)材塑制成所需形狀的過程。
④冷卻系統。將基本成型的具有一定溫度的塑料制品冷卻到熱變形溫度以下,使制品冷卻固化,經脫模裝置脫離模具后,尺寸固定,制品不變形。
















 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫療干粉吸入...
聚砜醫療干粉吸入...





